")
")
TARAUDAGE ET FILETAGE
Ce sont deux opérations mécaniques habituellement usitées pour faire un assemblage. Il n'est pas rare que les modélistes en aient besoin. Lors des différents stages de formation nous essayons d'apprendre aux gamins à tarauder puis à fileter, cela leur servira tout au long de leur carrière modéliste et bien souvent à la maison pour faire les menues réparations domestiques.
Les différents assemblages qui nécessitent l'emploi de l'une ou l'autre de ces opérations, sont en ce qui concerne le taraudage dans des matériaux mous (aluminium) pour des diamètres faibles (ø2-ø2,5,ø3,ø4 par exemple) la combinaison de ces deux paramètres devenant la cause de bien des tarauds cassés. Par contre réaliser un filetage de petit diamètre au pas fin sur une faible longueur demande une certaine dextérité. Dans les deux cas elle ne peut s'acquérir qu'en comprenant ce que l'on fait donc ce qu'est le filet d'une vis, et en respectant quelques consignes simples. Commençons donc par un peu de théorie, brève, mais indispensable.
Simples définitions
Une vis est une tige cylindrique (et quelquefois conique) sur laquelle on a taillé des rainures hélicoïdales laissant en relief le filet . La tige filetée ainsi obtenue se visse dans un trou cylindrique présentant des rainures correspondant aux filets de la vis. On dit que le trou est taraudé. Un écrou est une pièce présentant un trou taraudé et se vissant sur une tige filetée. L'ensemble d'une tige filetée présentant une tête (la vis) et d'un écrou constitue un boulon. Pour créer un filetage sur une tige (faire une vis), on utilise une filière.
Pour créer un filetage dans un trou (faire un écrou), on utilise un taraud.
Ce qui caractérise l'écrou ou la vis c'est donc le filet. Et il a une histoire ce filet, il a bien fallu que l'on se mette d'accord sur sa forme et ses dimensions. Et cela fut fait une première fois en 1898. Il faut dire qu'auparavant chacun faisait ce qu'il voulait dans une pagaille la plus totale. Les produits industrialisés n'existaient quasiment pas et les échanges commerciaux de produits manufacturés encore naissants. Rien ne militait en faveur d'une norme internationale.
 Les filetages aujourd'hui universellement utilisés de par le monde en boulonnerie sont dits ISO (International Standard Organisation ou Organisation Internationale de Normalisation), du nom de l'organisation qui les a définis. Les pays anglo-saxons, inconditionnels du système impérial (non métrique), sont passés eux-aussi à cette norme, longtemps après tout le monde. Un ami anglais à l'humour très « british » m'expliquait un jour les raisons du délai nécessaire à la Perfide Albion pour se mettre aux normes métriques : les anglais allaient y arriver en avançant dans le bon sens «but inch by inch » (pouce après pouce).
Les filetages aujourd'hui universellement utilisés de par le monde en boulonnerie sont dits ISO (International Standard Organisation ou Organisation Internationale de Normalisation), du nom de l'organisation qui les a définis. Les pays anglo-saxons, inconditionnels du système impérial (non métrique), sont passés eux-aussi à cette norme, longtemps après tout le monde. Un ami anglais à l'humour très « british » m'expliquait un jour les raisons du délai nécessaire à la Perfide Albion pour se mettre aux normes métriques : les anglais allaient y arriver en avançant dans le bon sens «but inch by inch » (pouce après pouce).
Toutefois la première tentative de normalisation fut effectué en 1898. Le filet SI a été défini par le congrès de Zurich à cette date, et il est ainsi devenu la norme de nombreux pays européens en matière de boulonnerie.
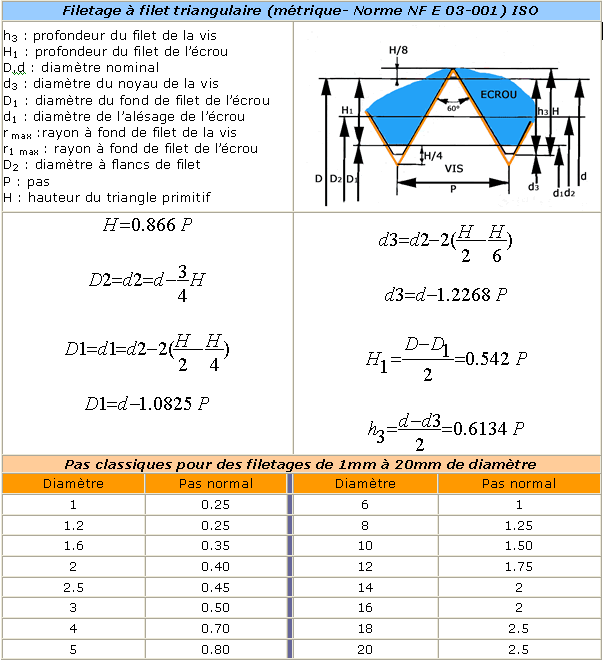
Le filet SI est triangulaire, formé par un triangle équilatéral dont le côté est égal au pas de la vis. De cette caractéristique, et de la forme des crêtes et fonds de filets, découle la règle très simple : pour créer un trou taraudé à un diamètre de x mm, il faut préalablement percer l'avant-trou à un diamètre de x moins le pas.
Exemple : pour créer un trou taraudé de 3 (pas 0,50 mm), il faut percer à 2,5 mm.
Le filet ISO remplace en 1959 le filet SI. Par chance, les différences entre les deux normes sont faibles : la forme du filet est aussi un triangle équilatéral, et presque toutes les caractéristiques du SI sont identiques, sauf la troncature au sommet des filets de l'écrou, qui est doublée (passe de 1/8H à 1/4H, H étant la hauteur théorique du filet). Le diamètre intérieur de l'écrou, en crête de filet, est très légèrement plus grand dans l'ISO. Ceci permet d'augmenter le diamètre du noyau de la vis, et donc d'en améliorer la résistance mécanique. Pas bête la modif....... !
Puisque la forme du filet, le pas, les diamètres sont semblables dans les deux normes, il y a interchangeabilité totale entre le SI et l'ISO (pour des filetages de même diamètre et de même pas). Les normateurs sont d'abord des industriels, et l'interchangeabilité n'est certainement pas le résultat du hasard...
Il existe deux séries de pas dans la boulonnerie ISO :
• le pas normal, que l'on trouve la plupart du temps sur nos moteurs (M2 ; M2.5 ;M3 ;M4). Cependant certaines ont aussi un filet ISO mais avec des pas différents ;
• le pas fin, utilisé quand on veut avoir d'avantage de filets en prise. Pour certains diamètres de vis, il existe plusieurs pas fins. Par exemple, pour le diamètre 3, on peut avoir 0,35 mm et 0,25 mm. La finesse du réglage de nos pointeaux gicleurs est souvent due à l'utilisation de pas fins..
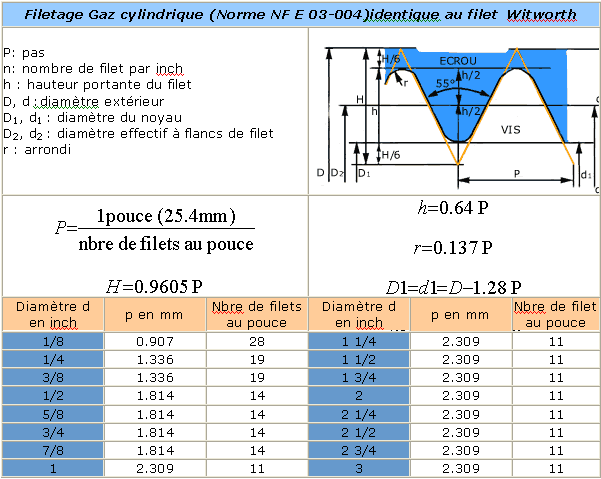
Le filetage Whitworth est un filetage que l'on rencontre sur les moteurs américains, ou anglais, sur nos bougies. Pour rester simple, le filetage Whitworth est caractérisé par un filet de forme triangulaire. Mais ce triangle n'est pas équilatéral comme dans le profil ISO, mais isocèle (angle au sommet : 55°). Le pas n'est pas donné directement mais indiqué en nombre de filets au pouce. Ce n'est pas évident pour calculer le diamètre du perçage et il est d'une totale incompatibilité avec les filetages ISO. Totalement à proscrire de votre atelier sauf pour réparer de l'ancien.
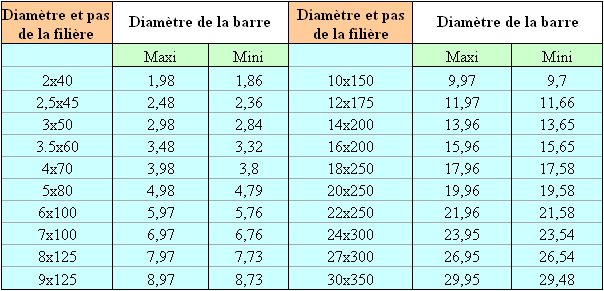
Pour fabriquer une vis ou un goujon vous serez obligé de partir d'une barre de diamètre légèrement inférieur au diamètre nominal de la vis, voici un tableau de préconisation qui vous sera bien utile.
Le taraudage
Mais il est temps de passer aux choses sérieuses et de la théorie à la pratique en commençant par le taraudage.
Avant de tarauder il faut percer et si possible à la bonne cote. Rappelons nous la formule qui détermine le diamètre de perçage : pour tarauder à un diamètre de x mm, il faut préalablement percer l'avant-trou à un diamètre de x moins le pas.
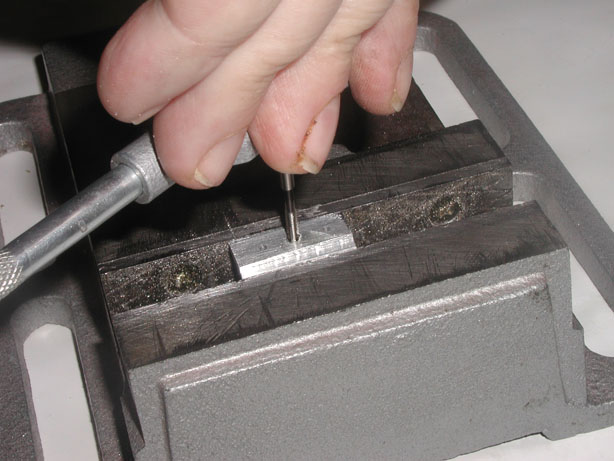
La première opération consistera à marquer le centre du trou à percer à l'aide d'un poinçon et de fixer la pièce solidement dans un étau. Ensuite il nous faut percer avec un foret de qualité et de diamètre ad hoc au taraudage désiré. Si l'on possède une perceuse à colonne et que la pièce s'y prête bien il vaut mieux l'utiliser. Sinon le perçage à la volée avec une perceuse électrique à main fera l'affaire. Encore faudra-t-il penser à percer droit. Un ébavurage des lèvres du perçage sera effectué soit avec une fraise soit avec un foret de plus gros diamètre .
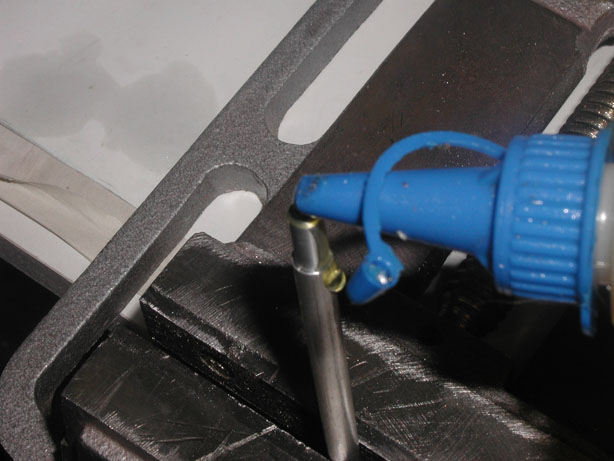
Les tarauds à main sont livrés par trois. Le premier dit ébaucheur, le second appelé semi-finisseur et le troisième nommé finisseur. On prend donc le premier qui est reconnaissable par un seul trait tracé sur la queue de taraud et on lui administre une goutte d'huile (mon grand père faisait cela avec du suif en plongeant le taraud dans la boite de suif). Le taraud est placé à l'orée du trou, bien perpendiculairement et en appuyant et en tournant on enfonce le taraud comme si il s'agissait d'une vis. Autre solution : pour bien faire le filetage sans jeu (en particulier pour un filet dans une pièce fine) on peut monter le taraud sur une perceuse à colonne et démarrer le travail en tournant le mandrin à la main jusqu'à ce que le taraud soit bien engagé, la pression nécessaire étant assurée délicatement sur le volant d'entraînement de la perceuse. Une fois le taraud engagé, on le désolidarise du mandrin. Lubrifier permet de faciliter le travail. Si c'est un métal dur, il faut avancer doucement. A chaque tour de taraud (même moins) il faut revenir en arrière afin de briser le copeau. Pour des taraudages relativement profond on peut de temps en temps enlever le taraud et vider le trou taraudé surtout si il n'est pas débouchant, cela évite les problèmes de bourrage.


Arrivé en bout de taraudage ou après avoir débouché, on retire le taraud en le dévissant. On le nettoie et on vide le trou taraudé de ces copeaux. Il nous faut recommencer avec le second taraud (deux traits sur la queue) puis avec le troisième (qui lui n'a pas de trait). Notre taraudage est terminé, un nettoyage et l'on constate que notre vis s'y sent très bien donc que le but est atteint.

Ce n'est donc pas sorcier, mais cependant deux petits conseils encore : Ne jamais forcer sur le taraud - c'est de l'acier rapide, très solide mais extrêmement cassant - si il se grippe dans le taraudage il faut arroser abondamment d'huile et essayer de le dévisser avec tact et douceur. Mais c'est généralement trop tard pour le taraud et bien souvent pour la pièce elle même. Enfin pour l'aluminium si l'on s'en sent capable on peut ne tarauder qu'avec le second taraud ; ce pour éviter les jeux importants qui se créent pour les petits diamètres dans un métal mou.
Le Filetage
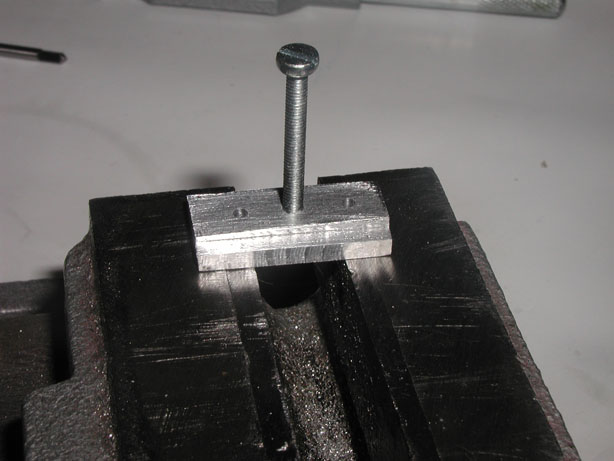
Dans bien des cas on est obligé de rapporter un filet sur une pièce soit pour réparer, soit parce que l'on ne trouve pas de vis assez longues pour l'usage que l'on veut faire. Dans ce cas on part d'une barre de métal d'un diamètre inférieur à la cote voulue . C'est le "filetage".
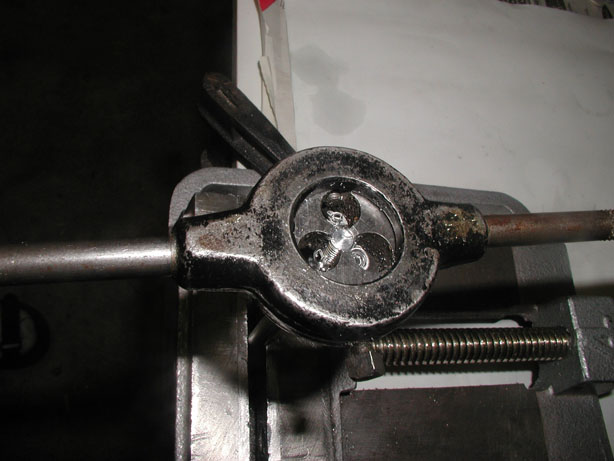
Le filetage s'exécute avec une filière, outil circulaire percé de trous dessinant la forme d'un trèfle. Cette filière se fixe dans un porte-filière permettant son vissage sur la tige à fileter. On peut fileter tous les métaux. Cependant ne commençons pas notre apprentissage avec de la corde à piano.
Commençons comme pour le taraudage fixer la pièce à fileter dans l'étau pour qu'elle ne bouge pas. Notre position de travail est importante il faut se trouver pile poil dans l'axe de la pièce afin de pouvoir contrôler le parallélisme de notre porte filière avec l'étau.
N'oublions pas de mesurer le diamètre de la barre à fileter avec un pied à coulisse, et de vérifier dans le tableau si le diamètre est suffisamment adapté. Faire un léger chanfrein pour pouvoir aisément engager la filière.


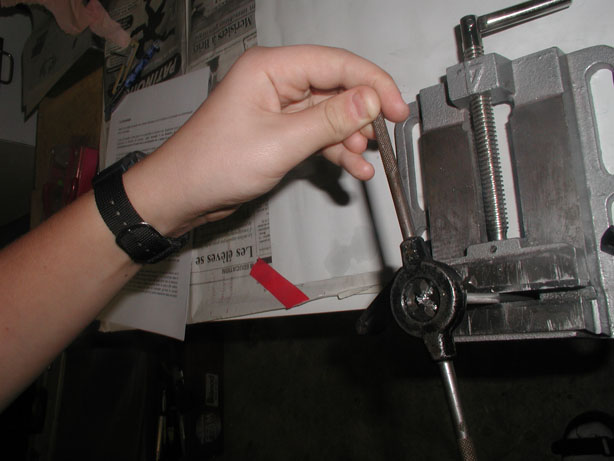
Choisir ensuite la filière et la placer dans la cage du porte-filière, l'encoche étant positionnée en face de la vis. Serrer modérément la filière dans le porte-filière avec une clé ou une pince. Puis, commencer à visser lentement la filière sur la barre de métal, en appuyant fortement sur le porte-filière. Celui-ci doit être parfaitement perpendiculaire à la barre. C'est le moment le plus délicat, celui de l'engagement du premier filet. Une fois le premier filet taillé et le filetage engagé, il faut faire tourner le porte-filière en le tenant par ses deux bras.



On peut alors remarquer après quelques tours de filière qu'elle creuse le métal en spirale en formant des copeaux. Après deux ou trois tours en vissant, dévisser d'un demi-tour pour les "briser" . Pendant toute l'opération nous déposerons un peu d'huile de coupe ou de pétrole sur la filière pour faciliter sa pénétration dans le métal. Lorsque la distance filetée est suffisante il suffit de dévisser le porte filière et de nettoyer le filetage avec un pinceau trempé dans le pétrole. Un écrou de la bonne dimension permettra de contrôler le jeu et de déterminer si notre travail conviendra. Quelques conseils de vieux routier maintenant : Eviter de retirer la filière et de la visser plusieurs fois de suite, à chaque passe on enlève de la matière, n'oublions pas que la filière est prévue pour cela et que l'acier qui la compose est très dur et qu'en conséquence on augmente le jeu de fonctionnement. De plus si la position varie, on risque d'abîmer sérieusement le filetage. Ne jamais forcer pendant le filetage, en cas de blocage dévisser, enlever les copeaux, huiler et recommencer le filetage. Enfin les copeaux surtout d'acier étant particulièrement coupant éviter de les enlever avec les doigts ce serait la coupure assurée.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Le taraudage et le filetage sont les bases des bases de la mécanique. Et il est surprenant de voir des adolescents s'intéresser à cette partie de notre activité modéliste et se contraindre à comprendre les rudiments d'une technologie . Démystifier ces opérations mécaniques offre un champ d'exploration à beaucoup à l'heure où le travail manuel est déprécié.
Et pour terminer ce papier quelques bonnes adresse pour votre outillage et votre matière première :
LESTAMPS : http://www.lestamps.com/
Fournisseur d'outillage et de machines outils à l'attention des micro-mécaniciens. Une partie du catalogue peut être consulté sur internet.
OTELO : http://www.otelo.fr/
Fournisseur d'outillage pour la mécanique. Vente par correspondance et par internet. Le catalogue est une bible pour le mécanicien. Livraison sous 24 heures.
WEBER : http://www.weber-france.com/
Fournisseur de métaux, plastiques et divers outillages. Plus de 56000 références en demi-produits métalliques ou plastiques.